

![[Internal Sharing Session Memo] Differences between Terpene Resins Synthesised from Different Pinene Monomers, Their Applications, and a Discussion on Resin Supply Chain Stability](https://foreverest.net/uploads/2026/03/cover-pic-terpene-resin-monomers-market-outlook_748.webp)



Industry News, Coatings
Building an Industrial Wood Coating Finish

Industry News, Coatings
Image: PCI
The statement, “Wood finishing is a combination of art and science. By combining fashion and durability properties, the wood finish serves as an “envelope” to beautify and protect the wood,” lived through three generations of family – 87 years of manufacturing and supplying wood finishing materials to the trade. Spruance had manufacturing plants in Philadelphia, Winston Salem, North Carolina, and a Color Styling/Lab studio in Bassett, Virginia. Spruance supplied finishing materials to manufacturers purchasing upwards of $1.0 million of 250 wood finishing products, topping $10 million in revenue.
Wood finishing suppliers formulate, manufacture and service wood finishing products for manufacturers of wood furniture, kitchens, office furniture and multipurpose cabinets. They help to educate the manufacturer on how to apply and control the wood finish through their technical knowledge and service expertise.
Wood finishing is one of the last processes in the manufacture of furniture or cabinets and the first thing seen on the retail floor. The wood finish emphasizes the mission of the furniture and cabinets with respect to their look and feel. It triggers consumers’ emotional responses to the senses of sight and feel. The retail consumer notes the piece to be either appealing or unappealing. If appealing to the sight, the next step is to feel and rub the finish. If the piece looks and feels good, it creates a signal saying, “take me home.” A pleasing finish on furniture or cabinets can do much to offset a mediocre design. In contrast, a mediocre finish will detract from well-designed and constructed furniture and cabinets.
The finish will accentuate the beauty of the wood or will cover up wood substrate imperfections. It can “draw out” the natural beauty of the wood. The finish can be semi-opaque, giving the piece a driftwood look and feel, or can be applied to paint out the entire piece – showing very little or no wood grain definition.
A wood finish can accentuate a historic period or geographic region. A dark brown wood finish on cherry, oak, mahogany and maple wood may depict a bygone, formal era at the courts in England, France and Germany. Or, a lighter brown finish may emphasize the heavy and ornate design features of the Mediterranean/Spanish region. Furniture and cabinets finished in a dark pine wood finish portray a spacious look to some traditionally designed cabinets or furniture. Lighter finishes in all woods create a more “roomy,” upscale look, with country flair.
Up to 90% of the entire cost associated with the manufacture of furniture or cabinets apply to the “white room” and only 10% to wood finishing and its components. White room costs are those attributed to the construction of the furniture or the cabinet. They include cutting, planing, gluing, sanding, labor – making the piece ready for finish. These are “Phase One” costs. Finishing and component costs are associated with the finishing process, including materials, spraying, labor, rags, and rubbing and polishing. They are referred to as “Phase Two” costs.
The space allocations for many of the global wood finishing rooms reflect this ratio. In view of the minimal comparative costs of finishing but its overwhelming bearing on the attractiveness of the furniture, the design, formulation and service of the wood finish requires close attention to detail.
Wood finishes and finishing execution are driven by a combination of fashion and durability considerations. In order to minimize problems, a company and its finishing supplier have to address design, quality, execution, timing and the costs of the finish.
Which department determines the wood finish and the wood finishing process – Marketing, Production, Engineering, Design or the Wood Finish Supplier? A strategic plan for the finish must be based upon horizontal communication and a consensus between all stakeholders. Only in this way will it be possible to achieve the desired results that contribute to corporate profits.
I recommend an individual or a task force to liaise on finishing matters between the various corporate departments and the finishing supplier. This person or task force should understand the objectives the organization is trying to achieve in the marketplace with respect to finish selection, and should not be pressured by the day-to-day production concerns. It is always best if the finishing supplier and the manufacturer agree on how to measure performance of the products and services accompanying the wood-finish process.
Finishing suppliers must help remove the mysticism associated with wood finishes. The process and products need to be explained by going from the general to the specific. We build the wood finish from the substrate up, not from the final finish coat (commonly referred to as the “topcoat”) down. During my 45-year history in the industry, Spruance identified and focused on the four interdependent aspects of a wood finish: the products, execution, environmental regulations and quality control.
The products offered by wood finish suppliers have the purpose to beautify and protect the wood substrate. The beauty comes from the initial application(s) of stains and glazes, which in turn are sealed in with various clear coating washcoats, sealers and topcoats to accentuate and protect the wood, then adding a stronger final topcoat to add protection and beauty.
The foundation of a wood finish is based on the sub-discipline of chemistry, known as organic chemistry. Organic chemistry encompasses the study of organic compounds and materials in various forms that contain the carbon atom.
In organic chemistry, one carbon atom can bond with other carbon atoms – up to as many as four carbon atoms, resulting in large compounds bonding together. Wood finishes come in two different forms: (1) a finish that forms a film/coating on the wood/substrate, and (2) a finish that penetrates the wood/substrate. The wood finish formulation combines organic and inorganic materials through suspension and emulsification/solubilization. The inorganic materials, such as pigments and extenders, come from natural and synthetic sources.
To start the development of a wood finish for a particular customer, a lab request is entered with an estimated total volume of the customer by product line. It is also critical to give the length and time of the manufacturing lines, and where ovens (if any) are present to help speed the dry of finish. The finish must dry from the substrate up. This is where the interdependency of the products, the execution, the environment and quality control all start to converge in a synergistic process.
The formulation of wood finish products is determined by customer desires, what kind of protective properties are wanted, how their manufacturing facility is laid out, time between the wood finish applications, drying time and air make up systems. The desired finish is then formulated using selected proprietary product choices from available suppliers to obtain the step-by-step task of building the finish from the substrate up.
The color basics of wood finish come from dyes and pigments. Dye colors are powders dissolved in liquids. Once dissolved in either water or organic solvents such as alcohols, they are sprayed mechanically on the substrate and absorbed into the wood. Dye colors give brightness to the finish.
The following terms define color descriptions.
Pigmented stains are heavier and denser in formulation. Pigments can be inorganic (coming from the earth) or organic (manmade synthesized). Both types are suspended in solvents or water; they accent the pore and grain of the wood and give it most of the color definition. Pigmented stains are applied by spraying, dipping or wiping, and control the majority of the furniture or cabinet’s appearance.
Resins are the solid organic components of clear wood finishes left on the furniture or cabinets after the solvents or water have evaporated. These solid organic components are left on the substrate as an envelope for protection of the finish. They form the “binder” of the wood finish. Clear lacquers, alkyd-urea conversion coatings, polyurethane and polyester finishes are named after the family of resins used in their formulation.
Solvents allow the wood finish products to be applied to the substrate. They are the carriers of the finish from the container, through spray guns, to the furniture or cabinets. Solvents allow the wood finish product to be applied “wet,” then “flashed off” through air movement and heat. Solvents solubilize the “solid” (pigments, resins and additives) wood finish ingredients for application viscosity, and evaporate according to the desired drying conditions in the execution area. Most solvents come from petrochemical crude oil and are manufactured similar to gasoline.
Additives for wood finishes are used in small quantities. Plasticizers, (enabling the finish to move as the wood breathes), dryers, slip agents and UV absorbers are all examples of additives used in the wood finish processes.
The selection for wood finishing products varies depending on the desired color development, the durability properties (light resistance, chemical, mechanical and thermal resistance), costs and pollution considerations.
During my tenure at Spruance, most furniture manufacturers – (an estimated 75%) – preferred nitrocellulose-based wood finishing products. Lacquer nitrocellulose-based coatings dry through the evaporation of the solvents and chemical reaction in the wood finish. Because they re-soften upon exposure to solvents, they are washed off and reworked easier than other wood finishes. Nitrocellulose-based wood finishing products also tend to re-soften under high temperature and harden again upon cooling. Such “thermoplastic” coatings have a high degree of plasticity.
Wood finish color coats are somewhat flexible. They can be made weaker or stronger and can be adjusted for changing drying conditions and substrate penetration. Adjustments are made in the formulation stage by either adding pigment to strengthen the color or solvent to weaken. Any product change has to be examined as to whether it should be a temporary adjustment or permanent modification. Many manufacturers consider finishing products “too sensitive” if they have to be frequently adjusted to the daily variations in the manufacturing area. Unfortunately, the perfect wood finish does not exist, and fixed, “across-the-board” solutions often bring about a reduced quality.
The following discussion represents an historical overview of:
During my time in the industry, traditional wood furniture finishing operations included as many as 12 or more individual steps – this included seven to eight color steps, and four to five clear coat applications.
Most kitchen cabinet manufacturers and many office furniture manufacturers use conversion coatings. These finishes are tougher than thermoplastic (nitrocellulose-based) coatings. They are based upon the chemistry of crosslinked alkyd and urea resins. A catalyst is added to the finish and when exposed to heat, the finish is crosslinked chemically. The finishes are called “thermosetting” wood finishes. They are stable and resistant to re-softening (in chemistry terms infusible and insoluble). The color steps are usually one to two color steps at a time.
The Kitchen Cabinet Manufacturers Association (KCMA) has developed rigorous tests for conversion coatings for kitchens. The finishes must meet standards when the cabinets are exposed to household chemicals and detergents. Additionally, the finishes must be scratch resistant and mar-proof. To pass KCMA standards, the finishes must resist general household detergents and condiments like mustard, vinegar, etc. These finishes are subjected to these rigorous KCMA standards to wear the “KCMA Approved” finish stamp.
The Fine Hardwood Association requirements for the wood finish are still tougher. To obtain a 3* fine hardwoods rating (only Formica is harder and tougher), a conversion finish is tested for physical and chemical abuse, including flame and fire resistance properties.
The finishes listed below were widely used in Western Europe, Japan and Canada. They are also utilized in the United States and Asia in specialized situations. These wood finishes have to be applied in a rigidly controlled, capital-intense environment, gaining initial popularity in finishing lines overseas, with Europe being an initial major trend setter in the 1980s.
Polyester/urethane “wet look” wood finishes were developed in Europe. In the 1980s, they also gained popularity in North America. As the furniture industry was facing significant competition from overseas, the industry became more market driven and was forced to adopt, at least partially, the “European Wet Look.”
For manufacturers – previously using predominantly nitrocellulose-based products – the changeover to a high-technology polyester and urethane finish became a difficult and costly adventure. Wood finishing processes using these specialty wood finishes in Europe are enclosed in “clean-room,” capital-intense environments. They are applied in a scientific fashion, with rigid execution controls.
The high-tech, clean-room polyester/urethane process was a “culture shock” for many American manufacturers who were used to working with more forgiving and easy-to-use nitrocellulose products. Nitrocellulose-based finishing mistakes can be washed off and fixed easily. This is not the case with polyester and urethane wood finishes, which are very difficult to repair. Process mistakes required the manufacturer to essentially start over. Edges of tables and furniture were being “bumped” before the finish dried, causing major quality problems and additional expenses.
Urethane and polyester finishes are sensitive to climate and atmospheric changes. Their drying time is long. Outside of a “clean room” environment, the finish is susceptible to pick up dirt, lint and dust.
With the heavy emphasis on reducing wood finish air pollution during the wood finish operation, waterborne products have been developed. Their overall performance has improved since they were first introduced in the 1970s (showing some of the “grayness” of the finish), but the products still require special handling. These waterborne products need to be applied, dried and stored differently than the conventional oil-based wood finishes. They will require stainless steel equipment for application and storing as well some temperature control to keep them from freezing in the colder winter climates.
Water-based coatings present several advantages over their solvent counterparts, including reduction in solvent-associated odors, lower fire risks, lower capital investment compared with other green technologies (UV-curable coatings), water cleaning, compliance with most regulations and certification programs, lower volatile organic compound (VOC) emissions, lower yellowing, and lower health and safety concerns. However, they are still associated with some challenges, including wood grain raising, longer drying times, drying times varying with the humidity, etc. Weak sap/uniforming and body stains used water as their carrier for application until the 1950s, when alcohol replaced it as the preferred solvent. Alcohol does not raise the grain of the woods as much as waterborne stains.
The choices for wood finishing systems depend on the desired quality, fashion and durability properties of the finish. The alternatives must be aligned with the manufacturer’s resources. Table 1 summarizes the properties of various wood finishing systems based on a scale of 0 to 10, with 0 being the worst and 10 the best. The properties that have to be taken into consideration are:
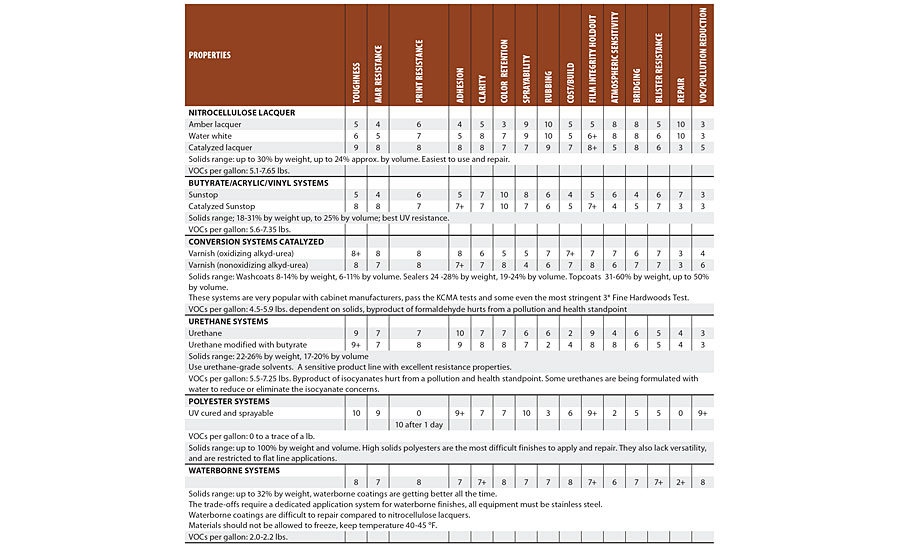
TABLE 1 summarizes the properties of various wood finishing systems based on a scale of 0 to 10, with 0 being the worst and 10 the best. © PCI
Execution is the application of the wood finishing products. The communication between the wood finish supplier and the manufacturer is crucial at this phase.
A part of the wood finishing supplier’s service to manufacturers is to provide a combination of product and execution procedures to maximize efficiencies, quality and reduce pollution. All spray guns, spray booths and drying times between each finishing application should be documented. Additionally, all skilled and unskilled labor needs for the execution of the finish should be addressed. Some finishing lines move more quickly than others do. Some include more than 30 wood finishing steps, others less than five steps (primarily in cabinet wood finishing).
Most wood finishes in heavy production areas are applied through mechanical spray guns in spray booths. The hardware settings in electronic eye and mechanical applications are crucial to the wood finish execution. The following options exist for the hardware and/or its settings:
From my experience, the method for the determination of the costs of wood finishing products is often misunderstood. The weight solids are used to calculate to pollution emissions (VOCs/HAPs) of each wood finish (solvent-based) used in each application. Each of the coatings has a volume solid number as well, which is used to measure the true amount of the coating applied during the application of the clear wood finishes (washcoats, sealers, buildcoats and topcoats).
As a “rule of thumb,” most wood finishes from my era were formulated up to 50% by weight and volume solids of approximately 80% of the weight solids. The ratio closes as the weight solids get higher, and at 100% weight solids the volume and weight solids are the same. An example of a 100% wood coating by weight and volume is a polyester topcoat.
Transfer efficiency (TE) measures the extent to which the spray equipment transfers the coating to the wooden substrate. The higher the TE of the hardware and the higher the volume solid of the coating, the more square feet of substrate are covered, and correspondingly, less pollution is emitted.
Wood finishing suppliers will supply the manufacturer with Material Safety Data Sheets (MSDS required by law) as a part of the interdependency aspect of the environment in the wood finishing process. MSDS give the manufacturer weight, volume solids and weight per gallon of each wood-finishing product used. MSDS also document how each wood finishing product is to be used for safety and disposal practice.
We know that one gallon of a wood coating at 100% volume and weight solids and at 100% TE covers 1,604 square feet of the wood substrate if one (1) dry mil of film (.001) is applied.
Clear wood finishes used in most plants are either nitrocellulose lacquer (furniture) or conversion coatings (cabinets). Their volume solids range from 8-32%. Recommended applications of 3 to 4 wet mils of washcoat, sealer and topcoat combinations calculate to approximately 1 dry mil. The exceptions are the lower-solids washcoats, which are applied to seal in the weak color coats. Washcoats will not reach 1 dry mil even if applied in a 3-4 wet mil application. Wet film thickness gauges helped to measure and ensure the proper amount of wood finish needed. They help to build the finish from the substrate up, and limiting “overspray bounce back” helps to control pollution emitted by VOCS and HAPS. This is an important step in ensuring the quality of the finish. Color coats depend on the fashion aspects of the finish and should be applied in one wet pass (the Spruance rule of thumb), and if spray and wipe or glaze stains are used, they should be wiped off in various degrees depending on the overall look desired.